| Vorheriges Thema anzeigen :: Nächstes Thema anzeigen |
| Autor |
Nachricht |
rei97
Forum-König

Anmeldedatum: 07.08.2005
Beiträge: 7157
Wohnort: Denkendorf
|
 Verfasst am: 23.03.2011 21:02 Titel: Ventilsitzfräser Verfasst am: 23.03.2011 21:02 Titel: Ventilsitzfräser |
 |
|
Also:
Heute war etwas mehr los.
3 Zyl zugentlastet...Die gehen dann demnächst raus zum neu machen.
Gleichzeitig tauchte ein Satz DDR Ventilsitzfräsen auf. Geeignet für weiche Köpfe. (vielleicht mag ja mal ein Russe den Kopf machen...)
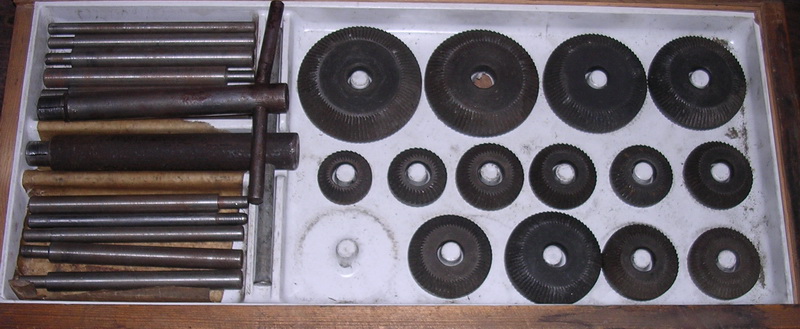

Gleichzeitig tauchten 5 Diamantsitzfräser auf. Die waren richtig günstig. 5 Stück für 30 :-D Die passen nebenbei auch noch auf die Russenhalter drauf.
Regards
Rei97
_________________
 skype: hrei97 skype: hrei97
Zylinderangebot: |
|
| Nach oben |
|
 |
Hudriwudri
Urgestein
Anmeldedatum: 02.02.2008
Beiträge: 468
Wohnort: Wien
|
| Verfasst am: 23.03.2011 21:42 Titel: |
|
|
Also helmut,
Bei aller Liebe und Verstaendnis, aber meiner Einschaetzung nach (und da hab ich doch ein bissl eine Ahnung ;-) ) wirst du trotz oder wegen des guenstigen Preises nicht weit mit denen kommen, da zu ungenau fuer irgendwas was nur irgendeine irgendwelche Genauigkeit haben sollte.
Die Piloten koennte man ja gegebenfalls (wobei mit 3 Fragezeichen!) noch verwenden aber der Rest ist fuer qualitativ hoeherwertiges maszhaltiges Arbeiten nicht zu gebrauchen.
Ich verwende selber austauschbare Hartmetallfraeser und selbst bei denen musz ich hoellisch aufpassen dasz die das auch tun was sie sollten mit einer annehmbaren, im Sinne von Produktendqualitaet, Endgenauigkeit.
Wie das bei den batzweichen Ostblockfraesern bzw. mit den diamant Up-touchern (mehr als einen touch up koennen sie ja nicht darstellen vor Allem nicht fraesen) mit schwerst ungenuegender Laengsfuehrung kann ich nur annehmen.
Wieso diese Sachen so guenstig sind koennte ja einen Grund haben ;-) , Also nix fuer ungut aber ich wuerd die Finger davon lassen sie bei "ernsthaften" sitzinstandsetzungen zu verwenden.
l.g. Christian |
|
| Nach oben |
|
|
fpg
Forum-König

Anmeldedatum: 21.03.2006
Beiträge: 5096
|
| Verfasst am: 23.03.2011 22:12 Titel: |
|
|
moin,
... ich verwende meine neway's nur noch zum korrekturfräsen, sitze lass ich beim fachmann fräsen... der hat dafür das passendere equipment und einen guten preis pro sitz... zusätzlich macht er die ventile, sofern geeignet, wieder hübsch. die abgebildeten "fräser" bzw. schleifer taugen nicht für brauchbare ventilsitze...
der fpg
_________________
tradition ist nicht das aufbewahren der asche, sondern das weiterreichen der streichhölzer ...

http://www.ausgestrahlt.de |
|
| Nach oben |
|
|
rei97
Forum-König
Anmeldedatum: 07.08.2005
Beiträge: 7157
Wohnort: Denkendorf
|
| Verfasst am: 24.03.2011 07:50 Titel: |
|
|
Also:
klar, die Ostblockfräser sind zu weich für einen SR Sitzring und dafür hab ich sie auch nicht gekauft, aber woher wisst Ihr , dass die Diamantfräser nichts taugen?
Um ein Preisgefühl zu bekommen, schaut mal den OKO -Katalog dafür an.
http://www.oko-werkzeuge.de/oko/?download=Diamantfraeser.pdf
Meine glitzernden sind btw. neue Honda-Orginalteile , die noch in der Orginalverpackung steckten. Winkel sind 32°, 45° und 60°. Der Anbieter hat sein Angebot so gut getarnt, dass es kaum jemand fand.
Die Neways liegen auch in dem Preisegment von OKO.
http://www.oko-werkzeuge.de/oko/?Produkte:Motoreninstandsetzung:OKO_Hartmetallfr%26auml%3Bser
Der Laden ist halt bei mir ums Eck.
Zudem beabsichtige ich nicht damit einen total verhunzten Sitz zu renovieren, dafür gibt es Spezialisten, sondern noch brauchbare Sitze wieder sauber zu bekommen.
Regards
Rei97
_________________
skype: hrei97
Zylinderangebot: |
|
| Nach oben |
|
|
fpg
Forum-König
Anmeldedatum: 21.03.2006
Beiträge: 5096
|
| Verfasst am: 24.03.2011 09:06 Titel: |
|
|
moin,
... mit derlei werkzeug hat jeder mal angefangen. ist der klassische weg zur überzeugung:
- schauen, was es gibt
- hunger gefunden
- hunger zu teuer
- alternativen suchen
- ostblock-tools als mögliche, aber eigentlich untaugliche alternative probiert
- alternativen suchen
- diamantgepanzerte aus dem "fachhandel" erstanden, ein paar sitze versaut
- alternativen suchen
- hartmetallfräser von oko oder neway gefunden
- zu teuer, wenn man einen kompletten satz für alle korrekturwinkel und dichtwinkel braucht. dann noch ein satz piloten, ggf. die tollen zum verstellen  , die man dann noch umbauen muss... , die man dann noch umbauen muss...
- ggf. einsicht, dass 10 pro sitz (oder weniger, je nach zylinderkopf) nicht wirklich teuer ist und daher der motorinstandsetzer sowas besser kann
(die diamantschleifer haben wir damals an einen abitionierten schrauber verkauft )
der fpg |
|
| Nach oben |
|
|
halbtroll
Urgestein

Anmeldedatum: 04.08.2010
Beiträge: 514
Wohnort: Garding, Northfreezeland
|
| Verfasst am: 24.03.2011 15:13 Titel: |
|
|
Die Russendinger hab ich Anfang der 90er mal bei einem Insolvenzverkauf eines Werkzeugladens in Rostock für 10,00 DM erstanden - eingesetzt noch nie. So ein rechtes Zutrauen zu dem Zeug hab ich nicht. Mach ich mir mal ein Mobile für die Werstatt draus, glaub ich
Der Holzkasten ist aber recht schön... |
|
| Nach oben |
|
|
Hudriwudri
Urgestein
Anmeldedatum: 02.02.2008
Beiträge: 468
Wohnort: Wien
|
| Verfasst am: 24.03.2011 18:16 Titel: |
|
|
| rei97 hat Folgendes geschrieben: | Also:
aber woher wisst Ihr , dass die Diamantfräser nichts taugen?
sondern noch brauchbare Sitze wieder sauber zu bekommen.
Regards
Rei97 |
Weil ich speziell diese Sachen ja nicht erst seit gestern mache und da auch einiges Lehrgeld gezahlt habe, und die diamant "touch up" dinger (fraeser sind sie ja nicht) ja ueber keine fuehrungslaenge verfuegen und daher bei schneiddruck irgendwie daherkommen bzw. taumeln.
l.g.
Christian
PS: @franky interessant zu hoeren dasz du auch die neway piltoten geaendert hast, mir waren bzw. sind sie auch zu flimsy, wobei es gibt ja auch die massiven HM-piloten mit leichten konus und die koennen dann schon was, kosten aber dann halt leider schon ein bissl. |
|
| Nach oben |
|
|
fpg
Forum-König
Anmeldedatum: 21.03.2006
Beiträge: 5096
|
| Verfasst am: 24.03.2011 23:09 Titel: |
|
|
moin,
... die verstell-piloten sind va. bei einseitig leicht verschlissenen führungen richtiger mist... da sind einfache, in mehreren, sauber definierten durchmessern besser... aber auch teurer.... v.a., wenn man es noch mit anderen schaftmassen zu tun bekommt....
rei hat ne drehbank... da kann er sich die piloten selbst fertigen.... drei ggf. vier durchmesser zwischen soll- und verschleissmass, sollten reichen...
(man muss halt darauf achten, dass die sitzflächen hinterher nicht ballig sind )
der fpg
_________________
tradition ist nicht das aufbewahren der asche, sondern das weiterreichen der streichhölzer ...
http://www.ausgestrahlt.de |
|
| Nach oben |
|
|
rei97
Forum-König
Anmeldedatum: 07.08.2005
Beiträge: 7157
Wohnort: Denkendorf
|
| Verfasst am: 25.03.2011 06:58 Titel: |
|
|
| fpg hat Folgendes geschrieben: | moin,
... die verstell-piloten sind va. bei einseitig leicht verschlissenen führungen richtiger mist... |
Also:
Öhem...bei verschlissenen Führungen anzufangen mit Sitzfräsen ist doch ohnedies verkehrtrum, oder war das Dein Ernst?
Regards
Rei97
_________________
skype: hrei97
Zylinderangebot: |
|
| Nach oben |
|
|
Mister B
Urgestein

Anmeldedatum: 10.08.2005
Beiträge: 506
Wohnort: München
|
| Verfasst am: 25.03.2011 07:31 Titel: |
|
|
Die Führungen leiden "anfangs" eher im unteren Teil, also
wenn die Führung noch als i.O zu bezeichnen ist, kann der
untere Teil schon gelitten haben.
Aber was spricht denn dagegen, wenn man ein Drehbankerl hat,
sich längere und 100%ig gerade (ok 99,9%) Staberl zu machen.
Und wenn man beim Sitzfräsen Zeit mitbringt, dann sollte das
auch hinhauen.
Grüße
MB |
|
| Nach oben |
|
|
rei97
Forum-König
Anmeldedatum: 07.08.2005
Beiträge: 7157
Wohnort: Denkendorf
|
| Verfasst am: 25.03.2011 08:05 Titel: |
|
|
Also:
das mit dem passenden Piloten drehen klingt ja verführerisch, aber ich kann nicht unrund drehen 
Die Führungen schlagen in Fahrtrichtung aus. Quer dazu fast gar nicht.
Trotzdem werde ich keine Sitze bei ausgeschlagenen Führungen fräsen. Das ist Nonsense.
Regards
Rei97
_________________
skype: hrei97
Zylinderangebot: |
|
| Nach oben |
|
|
nanno
Forumsweiser
Anmeldedatum: 01.06.2007
Beiträge: 1790
Wohnort: Linz, Österreich
|
| Verfasst am: 25.03.2011 08:21 Titel: |
|
|
Blöde Frage zum Piloten:
Aber müsste eine Ventilführung nicht oberhalb und unterhalb zwei parallele Flächen aufweisen ?
Grysze
Greg
_________________
Frei ist, wer frei denkt. |
|
| Nach oben |
|
|
rei97
Forum-König
Anmeldedatum: 07.08.2005
Beiträge: 7157
Wohnort: Denkendorf
|
| Verfasst am: 25.03.2011 08:33 Titel: |
|
|
Also:
bei den meisten Führungen gibt es nur auf der oberen Stirnfläche eine zur Bohrung weitgehend senkrechte Fläche. Unten lässt man sie konisch bis fast unten auslaufen. Zudem müssen diese Flächen nicht zwingend rechtwinklig zur Bohrung sein, da es keine notwendige Funktion dafür gibt. Nichts desto Trotz : Ein Ventil, das in seiner Führung längsseits kippen kann, wird nicht gerade auf den Sitz treffen. Deshalb ist es sinnlos, die Sitze mit Liebe zu bearbeiten ohne vorher die Führung gerichtet zu haben.
Regards
Rei97
_________________
skype: hrei97
Zylinderangebot: |
|
| Nach oben |
|
|
nanno
Forumsweiser
Anmeldedatum: 01.06.2007
Beiträge: 1790
Wohnort: Linz, Österreich
|
| Verfasst am: 25.03.2011 08:39 Titel: |
|
|
Schon klar.
Aber ich sitz hier im Büro und hab mir das gerade so vorgestellt, weil wenn es so gewesen wäre, hätte man "einfach" was passendes basteln können.
Vorallem aufgrund der Befürchtung, dass man mit dem Piloten eine evt. neue Ventilführung beleidigt.
Grysze & Danke für die Aufklärung
Greg
_________________
Frei ist, wer frei denkt. |
|
| Nach oben |
|
|
|

